Випробування на втому
Випро́бування на вто́му (англ. fatigue testing) — механічне випробування за дії циклічного навантаження об'єкта для визначення характеристик опору втомі[1].

Загальна інформація ред.
Поступове накопичення пошкоджень у матеріалі під дією циклічних навантажень, що призводить до зменшення довговічності через утворення тріщин та руйнування, називають втомою, а властивість протистояти втомі — витривалістю. Втомна тріщина зароджується у поверхневих шарах і потім розвивається вглиб зразка або деталі, утворюючи гострий надріз. Процес поширення втомної тріщини тривалий. Він триває доти, поки перетин не виявиться настільки малим, що напруження у ньому, перевищать руйнівні. Тоді відбудеться швидке руйнування, як правило, крихке через наявність гострого надрізу.
Завданням випробувань на втому є: дати кількісну оцінку здатності матеріалам працювати в умовах циклічного навантаження без руйнування.
Основним параметром, який визначають при випробуванні на втому є границя витривалості матеріалу — найбільше напруження, яке витримує матеріал без руйнування при повторенні заздалегідь заданого числа циклів. Границю витривалості визначають за допомогою випробувань серій однакових зразків (не менше 10 шт. на один рівень навантаження) при циклічному прикладанні навантаження[2]:
- в умовах згинання, скручування, розтягнення—стиснення або комбінованого навантаження;
- при симетричних або асиметричних циклах напружень або деформацій;
- за наявності або відсутності концентрації напружень;
- за нормальної, підвищеної або пониженої температур;
- за наявності або відсутності агресивного середовища;
- у багато- або малоцикловій пружній та пружнопластичній зонах деформування.
Зразки для випробувань ред.
Випробування проводять[2]:
- на зразках круглого перерізу (діаметр d робочої частини 5,0; 7,5; 10; 12; 15; 20 або 25 мм) з торовидною (R≥5d) або циліндричною (l = 5d) формою робочої частини (тип I і тип II, відповідно);
- на плоских зразках товщиною h до 10 мм з профілем робочої частини, виконаним по дугових лініях із шириною у найвужчому місці b=10h але не більшою за 30 мм при циклічному згинанні у площині розміру h та на плоских зразках товщиною h=3…20 мм із шириною у найвужчому місці b=(0,5…2)h при циклічному згинанні у площині розміру b (тип III);
- на плоских зразках товщиною h до 10 мм з прямолінійним профілем робочої частини шириною b=10h але не більшою за 30 мм та довжиною в умовах циклічного згинання у площині розміру h (тип IV);
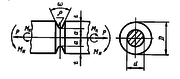
- на циліндричних зразках круглого перерізу з діаметром D робочої частини 5,0; 7,5; 10 або 12 мм з концентратором у вигляді кільцевої V-подібної виточки на робочій частині глибиною t=0,25D в умовах циклічного згинання, кручення або розтягування—стискання (тип V);
- на зразках з призматичною формою робочої частини з розмірами перерізу H=b 10, 15 або 20 мм з концентратором у вигляді двох поперечних симетрично розташованих рівців V-подібного профілю глибиною t=0,25H в умовах циклічного розтягування—стискання або згинання у площині розміру H (тип VI);
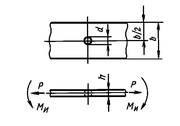
- на плоских зразках товщиною h до 3 мм з шириною робочої частини b=10h та товщиною h=3…10 мм з шириною робочої частини b=5h з наскрізним отвором діаметром d=0,1b, виконаним на осі робочої частини в умовах розтягування—стискання або згинання у площині розміру h (тип VII);
- на циліндричних зразках круглого переріз з діаметром D робочої частини 6; 9; 12 або 17 мм з концентратором у вигляді кільцевої радіусної виточки з радіусом і глибиною r=t=0,5 мм (для D=6 мм); 0,75 мм (для D=9 мм) та 1 мм (для D=12 або 17 мм) (тип VIII);
- на плоских зразках шириною B=40 мм і товщиною h до 10 мм з двома симетрично розташованими отворами радіусом ρ 3 або 1,5 мм і боковими прорізами до них в умовах розтягування—стискання (тип IX);
- на плоских зразках шириною B=40 мм і товщиною h до 10 мм з двома симетрично розташованими боковими надрізами V-подібного профілю глибиною 10 мм кожний в умовах розтягування—стискання (тип X).

- Типи робочих частин зразків для випробувань на втому за ГОСТ 25.502-79
-
 Тип I
Тип I -
 Тип II
Тип II -
 Тип III
Тип III -
 Тип IV
Тип IV -
 Тип V
Тип V -
 Тип VI
Тип VI -
 Тип VII
Тип VII -
 Тип VIII
Тип VIII -
 Тип IX
Тип IX -
 Тип X
Тип X










Для випробувань на малоциклову втому застосовують зразки типів II та IV, за відсутності небезпеки поздовжнього згину. Допускається застосовувати зразки типів I і III.
Робочу частину зразків виготовляють з точністю не нижче 7-го квалітету за ДСТУ ISO 286-1-2002[3]. Параметр шорсткості поверхні робочої частини зразків Ra повинен мати 0,32-0,16 мкм за ГОСТ 2789-73[4]. Поверхня не повинна мати слідів корозії, окалини, кольорів мінливості тощо, якщо це не передбачено завданнями дослідження.
Вирізання заготовок, маркування й виготовлення зразків не мають впливати на втомні властивості вихідного матеріалу. Заготовки вирізають у місцях з певною орієнтацією стосовно структури й напруженого стану виробів. В межах наміченої серії випробувань технологія виготовлення зразків з однотипних матеріалів має бути однаковою.
Обладнання ред.
Машини для випробувань на втому мають забезпечувати навантажування зразків за однією або декількома схемами, поданими на рисунках.


а) чистий згин при обертанні зразків типів I, II, V, VIII;
б) поперечний згин при обертанні зразків типів I, II, V, VIII при консольному навантажуванні;
в) чистий згин в одній площині зразків типів I—VIII;
г) поперечний згин в одній площині зразків типів I—VIII при консольному навантажуванні;
д) повторно змінне розтягування — стискання зразків типів I—X;
е) повторно змінне кручення зразків типів I, II, V, VIII
Сумарна похибка навантажування у процесі випробувань зразків залежить від типу машин й частоти навантажування і не має перевищувати в інтервалі 0,2…1,0 кожного діапазону навантажування у відсотках вимірюваної величини:
- ±2 % — при f ≤ 0,5 Гц;
- ±3 % — при 0,5 ≤ f ≤ 50 Гц;
- ±5 % — при f ≥ 50 Гц.
Похибка вимірювань, підтримання й записування деформацій при малоциклових випробуваннях не має перевищувати ±3 % вимірюваної величини в інтервалі 0,2…1,0 кожного діапазону навантажування.
Навантаження (за умов м'якого навантажування) або деформації (за умов жорсткого навантажування) мають бути у проміжку 0,2…0,8 від застосованого діапазону вимірювань.
При випробуванні на малоциклове розтягнення або стиснення та розтягнення—стиснення додаткові деформації згину зразка від неспіввісності навантаження не мають перевищувати 5 % від деформацій розтягування або стиснення. При випробуваннях на малоциклову втому має бути забезпечене безперервне вимірювання, а також безперервна або періодична реєстрація процесу деформування робочої частини зразка.
Проведення випробувань ред.
При випробуванні зразків допускається м'яке і жорстке навантажування. В межах наміченої серії випробувань усі зразки навантажують одним способом і випробують на однотипних машинах.
Випробування зразків проводять безперервно до утворення тріщини заданого розміру, повного руйнування або до досягнення базового числа циклів. Допускаються перерви в випробуваннях з урахуванням умов їх проведення та обов'язковим оцінюванням впливу перерв на результати випробувань. У процесі випробування зразків контролюють стабільність задання навантажень (деформацій).
Випробування серії однакових зразків при асиметричних циклах проводять:
- або за однакових для усіх зразків середніх напружень (деформацій) циклу;
- або за однакового для усіх зразків коефіцієнта асиметрії циклу.
Для побудови кривої розподілу довговічності та оцінювання середнього значення і середнього квадратичного відхилення логарифма довговічності на заданому рівні напружень випробують серію обсягом не менше 10 однакових зразків до повного руйнування або утворення макротріщин.
Проведення випробувань на багатоциклову втому ред.
Основними критеріями руйнування при визначенні границь витривалості й побудові кривих втоми є повне руйнування або поява макротріщин заданого розміру. Для побудови кривої втоми й визначення границі витривалості, що відповідають ймовірності руйнування 50 %, випробовують не менше ніж 15 однакових зразків.
В інтервалі напружень 0,95…1,05 від границі витривалості, що відповідає ймовірності руйнування 50 %, слід випробувати не менше трьох зразків, при цьому не менше від половини з них не мають зруйнуватись до досягнення бази випробувань.
База випробувань для визначення границь витривалості приймається:
- 10·106 циклів — для металів і сплавів, що мають практично горизонтальну ділянку на кривій втоми;
- 100·106 циклів — для легких сплавів та інших металів і сплавів, ординати кривих втоми яких по усій довжині постійно зменшуються з ростом числа циклів.
Для порівняльних випробувань база для визначення границь витривалості відповідно приймається 3·106 та 10·106 циклів.
Для побудови сімейства кривих втоми за параметром ймовірності руйнування, побудови кривої розподілу границі витривалості, оцінювання середнього значення і середнього квадратичного відхилення границі витривалості випробовують серії обсягом не менше 10 однакових зразків, на кожному з 4…6 рівнів напруження.
Для частот від 10 до 300 Гц частота циклів не регламентується, якщо випробування проводять за звичайних умов і якщо температура робочої частини зразка при випробуваннях не перевищує 50 °С. Для інших випадків частоту циклів вказують при представленні результатів випробувань.
Проведення випробувань на малоциклову втому ред.
Випробування на малоциклову втому проводять за довговічності до 5·104 циклів[5]. Основним видом навантажування при випробуваннях є розтягнення—стискання.
Верхній рівень частот випробувань обмежується значеннями, що виключають саморозігрівання зразка до температури понад 50 °С для легких сплавів і понад 100 °С для сталей.
При випробуванні на розтягнення—стискання зразків типів II і IV вимірювання деформацій слід робити у поздовжньому напрямі. При випробуванні зразків типів I та III допускається вимірювати деформації у поперечному напрямі.
Випробування за підвищеної та пониженої температур ред.
Випробування за підвищеної і зниженої температур проводять при тих же видах деформації і на тих же зразках, що і за нормальної температури. Рекомендується випробування проводити при температурах (у °С), кратних 50, якщо за умовами випробувань не потрібною є проміжна температура.
Температуру випробування зразків контролюють за даними динамічного тарування температурного перепаду між зразком і пічним простором. Температурне тарування проводять з урахуванням впливу тривалості випробування. При таруванні термопари закріплюють на зразку.
Нерівномірність розподілу температури за довжиною робочої частини при випробуванні гладких зразків типів II та IV не має перевищувати 1 % на 10 мм від заданої температури випробування. При випробуванні гладких зразків типів I, III і зразків з концентраторами напружень нерівномірність розподілу температури регламентується на відстані ±5 мм від мінімального перерізу зразка. Відхилення від заданої температури не має перевищувати 2 %.
В процесі випробування допустимі відхилення температури на робочій частині зразка у °С не мають виходити за межі:
- до 600 включно ±6;
- понад 601 до 900 вкл. ±8;
- понад 901 до 1200 вкл. ±12.
Навантажування зразків проводять після стабілізації теплового режиму системи «зразок-піч» при досягненні заданої температури зразка.
Випробування в умовах агресивних середовищ ред.
Випробування в умовах агресивного середовища проводять за тих же видів деформації і на тих же зразках, що й при відсутності агресивного середовища. Допускається одночасне випробування групи зразків з реєстрацією моменту руйнування кожного. Зразок має безперервно перебувати в газовому або рідинному агресивному середовищі.
При випробуваннях в агресивному середовищі має бути забезпечена стабільність параметрів агресивного середовища та її взаємодії з поверхнею зразка. Вимоги до періодичності контролю складу агресивного середовища визначаються складом середовища і завданнями дослідження.
Оброблення результатів ред.
За результатами випробувань на втому проводять:
- побудову кривої втоми й визначення границі витривалості, що відповідають ймовірності руйнування 50 %;
- побудову діаграм граничних напружень та граничних амплітуд;
- побудову кривої втоми в малоцикловій зоні;
- побудову діаграм пружнопластичного деформування й визначення їх параметрів;
- побудову кривих втоми за параметром ймовірності руйнування;
- визначення границі витривалості для заданого рівня ймовірності руйнування;
- визначення середнього значення й середнього квадратичного відхилення логарифма довговічності на заданому рівні напружень або деформацій;
- визначення середнього значення й середньо-квадратичного відхилення границі витривалості.
Вказані характеристики опору втомі металів визначають для різних стадій розвитку макротріщин та (або) повного руйнування.
Вихідні дані й результати кожного випробування зразка фіксують у протоколі випробування.
Обробка результатів випробувань на багатоциклову втому ред.

Криві втоми будують у напівлогарифмічних координатах або или чи подвійних логарифмічних координатах або .




Криві втоми при асиметричних циклах будують для серії однакових зразків, випробуваних при однакових середніх напруженнях або при однакових коефіцієнтах асиметрії. Криві втоми за результатами випробувань обмеженої кількості зразків будують методом графічного інтерполювання результатів експерименту або за методом найменших квадратів.
Для побудови кривих розподілу довговічності і границь витривалості, оцінки середніх значень і середніх квадратичних відхилень, а також побудови сімейства кривих втоми за параметром ймовірності руйнування результати випробувань піддають статистичній обробці.
Діаграми граничних напружень і граничних амплітуд будують за допомогою сімейства кривих втоми, отриманих за результатами випробування не менше ніж трьох-чотирьох серій однакових зразків при різних для кожної серії середніх напруженнях або коефіцієнтах асиметрії циклу напружень.
Обробка результатів випробувань на малоциклову втому ред.
За результатами випробувань зразків при жорсткому навантажуванні будують криві втоми у подвійних логарифмічних координатах:
- «амплітуда повної деформації — число циклів до утворення тріщини NT або до руйнування N»;
- «амплітуда пластичної деформації — число циклів, що відповідає половині числа циклів до утворення тріщини NT або до руйнування N».


Нормативні документи ред.
- ДСТУ 2444-94 Розрахунки та випробування на міцність. Опір втомі. Терміни та визначення.
- ДСТУ 2477-94 Розрахунки та випробування на міцність. Методи випробувань матеріалів на термічну втому за неоднорідними тепловим і термонапруженим станами на зразках трубчастої та кільцевої форм.
- ДСТУ 2546-94 Розрахунки та випробування на міцність. Методи випробувань на втому металевих матеріалів в умовах багатоциклового навантаження за кріогенних температур (4,2-77 К). Загальні вимоги.
- ДСТУ 3002-95 Розрахунки та випробування на міцність. Методи випробувань на втому матеріалів високочастотним осьовим навантаженням.
- ДСТУ 4042-2001 Прокат арматурний. Метод випробувань на втому.
Див. також ред.
Примітки ред.
- ↑ ДСТУ 2824-94 Розрахунки та випробування на міцність. Види і методи механічних випробувань. Терміни та визначення.
- ↑ а б ГОСТ 25.502-79 Расчеты и испытания на прочность в машиностроении. Методы механических испытаний металлов. Методы испытаний на усталость.
- ↑ ДСТУ ISO 286-1-2002 Допуски і посадки за системою ISO. Частина 1. Основи допусків, відхилів та посадок.
- ↑ ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики.
- ↑ Число циклів 5·104 є умовною границею між мало- та багатоцикловою втомами. Це значення для пластичних сталей і сплавів характеризує середнє число циклів для зони переходу від пружнопластичного до пружного циклічного деформування. Для високопластичних сплавів перехідна зона зміщується в бік більших довговічностей, для крихких — в бік менших
Джерела ред.
- ISO/R 373—1964 General principles for fatigue testing of metals.
- Опір матеріалів. Підручник /Г. С. Писаренко, О. Л. Квітка, Е. С. Уманський. За ред. Г. С. Писаренко — К.: Вища школа,1993. — 655 с. — ISBN 5-11-004083-4
- Школьник Л. М. Справочник. Методика усталостных испытаний. — М.: Металлургия, 1978. — 304 с.